Intro: It’s not hard to spend thousands of dollars on surface mount soldering equipment. A good microscope and a hot air machine with nozzles for every different chip package will break the bank by themselves. Fortunately, it’s possible to solder just about every style of surface mount component without spending a fortune. This page covers our favorite inexpensive tools and supplies, starting with the essentials and then moving on to the more luxury items.
Bare Essentials:

- flux: the key to surface mount soldering. Flux removes oxides from metal that prevent solder from bonding to it, and also helps to distribute heat. During typical soldering with flux-cored, solder wire, all the flux you need is contained in the solder. When the wire touches a hot connection, the flux flows out, cleans the joint and prevents further oxidation. However, in surface mount soldering, (brace yourself) oftentimes solder is melted on the iron, and then transferred to the joint. During this time, the flux quickly boils off and becomes useless, so additional flux is needed on the connection. If transferring solder in this manner seems questionable, bare in mind that a common process in industry, called wave soldering, is similar. Fluxed boards are slowly passed over a giant wave of molten solder that wicks into the connections.Flux comes in a large variety of different types and applicators. Our through-hole soldering guide goes over the different types, how the industry classifies them and whether or not cleaning the residues is necessary. To summarize, we recommend using a rosin-based, RMA (Rosin Mildly Activated) flux from Kester® (or anyone else that actually publishes specs on the corrosiveness of the residues). We don’t think cleaning of the residues is necessary for this type of flux for non-critical applications, but feel free to clean anyway–just be sure to do it soon after soldering because the residues quickly harden. “No-clean” fluxes have very low activation levels, and are therefore less effective than activated fluxes, but will work fine on clean parts. Use no-clean flux if you’re making circuits for NASA or are otherwise paranoid (And to feed the paranoia, note that many in industry clean no-clean fluxes). If you use water soluble flux, the residues are corrosive, and should be removed with warm water.
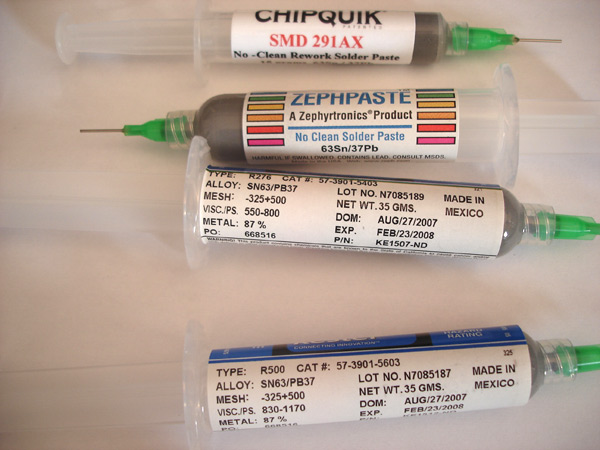
 The above picture shows a couple means of applying the flux: bottles with needles or brushes, a flux pen and paste flux in a syringe. It’s easier to keep flux only where it’s needed with the flux pen than the needle or brush bottles. However, if you need to add more flux on top of fine pitch pins, the bottles are better since the pen could bend pins. The tackiness of paste flux is helpful for holding components in place.
The above picture shows a couple means of applying the flux: bottles with needles or brushes, a flux pen and paste flux in a syringe. It’s easier to keep flux only where it’s needed with the flux pen than the needle or brush bottles. However, if you need to add more flux on top of fine pitch pins, the bottles are better since the pen could bend pins. The tackiness of paste flux is helpful for holding components in place.
- tweezers:Fine-tipped industrial tweezers are essential for handling the small components. Curved tips enable you to grab a chip from the top without having your hand directly above the chip. Hemostats are useful occasionally because they open wider than tweezers, and also lock closed. A set of dental picks or a Xacto® knife is also useful for nudging components and straightening bent leads.


-
- solder wick / braid: Used to remove bridges / shorts between pins. One popular technique is to flood the leads with solder and then wick up the excess, but this has risks associated with it–read our QFP surface mount side guide for more information.
- solder: .015″ or .02″ diameter, flux-cored solder are sizes we prefer. We include 63/37 (63% tin, 37% lead) in our starter kit, but 60/40 works, too. A while ago, the circuit board manufacturing industry switched to 63/37 from 60/40 because it was more effective to some degree for mass soldering of surface mount chips. For the skinny on the differences between solders see the solder section from our through-hole soldering guide. In brief, 63/37 is eutectic, which means it freezes at single temperature (like water), whereas 60/40 goes through a “plastic” state where portions of it are frozen and others are still liquid. This means 63/37 freezes slightly faster, flows slightly better and is less likely to form a disturbed joint. Theory aside, we can’t tell much of a difference with hand soldering. Food for thought: water freezes at a single temperature, but a glass of water freezes from the outside in–not all instantaneously.
The major decision with flux-cored solder is which flux to use, and our above recommendations apply here, too: use a RMA or RA type and “no-clean” if you’re designing pace makers. And be sure to clean residues from water-soluble flux-cored solder.
Some people recommend silver-bearing (containing) solder for SMD soldering. Solder containing 2% silver is available but was originally added to prevent solder from dissolving silver from sliver-plated components. While silver-bearing solder may be slightly stronger and have higher conductivity, these differences are extremely small and most likely insignificant.
- magnification: With good lighting, you may be able to get by without any magnification for larger pitches (say > .8mm). A typical lighted magnifying glass on a boom arm is always helpful, but these only provide 2-3X magnification. 10X or more is useful when inspecting the smaller pitched components for sufficient solder and shorts between pins. A loupe is the cheapest route, but it can only be used for inspection after the soldering is complete. A stereo zoom microscope can be looked through during the soldering process, but these run $400+ used and much more for new scopes. Our scope recommendations are to get 30X magnification, stereo zoom, and the largest “working distance” possible. Working distance is the distance between the lenses and the work–the more room for tools and hands the better.
- soldering iron and tip: A lot of this comes down to personal preference, but we recommend getting a temperature-controlled soldering station with at least 50 Watts, and a 1/32″ chisel or screwdriver shaped tip.
- the iron / station:
 our recommended soldering station: Weller WES51 (50 Watts, temperature controlled) or
our recommended soldering station: Weller WES51 (50 Watts, temperature controlled) orThe small connections on surface mount components won’t draw that much power, so 15 Watts of power will work, but if you ever end up soldering to a large ground plane, big connector or a large wire, you’ll wish you had the power. Most hand-held irons are not temperature controlled, which means they’re constantly dumping out their rated power in heat regardless of the tip temperature. A temperature controlled station throttles the heat delivery to maintain a constant temperature. This is useful because the iron will push harder if you’re soldering a lot of joints or large components, whereas an unregulated iron will cool off and take longer to heat connections. Standard temperature recommendations are 600-700 degrees F for tin-lead solder, and 700-800 degree F for lead-free solder. Our surface mount video was shot using temperatures from 610-640 degrees F.
On the topic of tip temperatures, here’s a youtube video showing tip temperatures of various RadioShack® irons while soldering.
- the tip: We use a 1/32″ chisel tip even on .5mm pitch components. Smaller tips won’t work with the techniques shown in our SMD soldering 101 video because it’s difficult to hold solder at the very end of the tip. The most popular technique for surface mount soldering, called “drag soldering,” uses an even larger tip to hold a blob of solder that can then be dragged over pins. Some names for drag soldering tips include “hoof,” “mini-wave” and “bevel” tips. We use the side of a chisel tip as shown in the video.

There are also a variety of other tip shapes used for desoldering SMDs, but we don’t recommend buying a different tip for each chip–just use ChipQuik®, hot air or a skillet.

 A short video demonstrating desoldering a SOIC with a specialized desoldering tip.
A short video demonstrating desoldering a SOIC with a specialized desoldering tip. - the iron / station:
- ChipQuik®:This is basically a low melting point solder that, when heated, stays molten long enough for all the pins to be released at once.
 containing alloy, paste flux in a syringe, and alcohol pads for cleaning. Click the link for a 40 second demo video.
containing alloy, paste flux in a syringe, and alcohol pads for cleaning. Click the link for a 40 second demo video.
Hot Air: Essential for Soldering / Desoldering Leadless Packages
Some chips, such as QFNs (Quad Flat No-Lead), have connections on the bottom of the chip that can’t be soldered with a typical iron. Short of getting a SchmartBoard® or drilling a hole in the PCB, hot air is required to heat the connections (a skillet or toaster oven will work, too–see below).

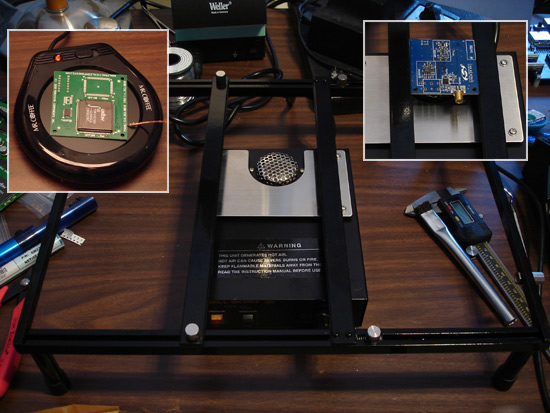
A wide assortment of tips that match just about every package style can be purchased, but we’ve had luck only using a 3/16″ round tip for all but the largest chips. The picture shows a relatively inexpensive hot air station that features both temperature and flow control. It also pictures something called an embossing tool that is normally used to create decorative, raised ink patterns on invitations and other arts & crafts projects. Conveniently, the air temperature is hot enough (low 600’s F) for surface mount soldering. The hot air station goes up to about 900 degrees F (going past 800 is risky), but for standard lead-based solder (lead-free requires slightly higher temps), the embossing tool gets the job done, and you can’t beat the price: $25. Note that standard heat guns from hardware stores have nozzles that are too large; they’re usually too hot, also.

- pre-heater / hot plate:For boards with larger components or ground places, much of the heat applied by a hot air tool gets drawn away from a target component into the surrounding board. This means more time and heat is needed to raise the target part up to reflow temperature, and this always increases risk of damage. Also, most components and solder pastes have limits on how fast they can rise in temperature. If one area of a chip or board gets hotter too much faster than another, thermal expansion can warp boards or destroy chips.Enter the pre-heater or hotplate. By raising the overall board temperature to 212-250 degrees F, less heat from the high temperature hot air tool will be required, and thermal shock will be much less severe. Madell and Zephyr sell fairly inexpensive pre-heaters, but a $7 Mr. Coffee® works well for small, single sided boards. You’ll need to get a PCB holder if you use one of the hot air pre-heaters.
Can you get away without one? Probably, but be aware that thermal damage could reduce the life-span of your board, not simply kill it immediately. Preheating is even more important for BGAs, as their thermal profiles are much more critical.
The other route to go with leadless chips (or if you want to run small numbers of boards) is to use solder paste and a toaster oven or skillet.

- toaster oven:Ideally, a toaster oven is meant to recreate the temperature and time profile from a reflow oven in the real manufacturing process. This involves taking the board through a couple temperature stages where it’s first pre-heated, and then “reflowed” by raising the temperature above the solder’s melting point for about a minute. There are a couple companies out there that sell toaster oven controllers, namely ArticulationLLC.com and RheSiliconHorizon.com. These are neat because you can fine tune all sorts of parameters, and then just press “Start”. In our experience, however, small toaster ovens don’t heat up fast enough to require any sort of throttling by a controller. We simply turn it on high, wait for the solder to melt, and then open the door. A controller might be useful for more complex boards, though, and it’s nice to be able to log the temperatures.You want an oven that can go from 0 to 250�C (480�F) in less than 5 minutes in order to completely reflow the solder without baking the board. Our first purchase was a large, GE convection oven with 4 burners that took about 10 minutes to remelt solder (and burn the board). A $20, smaller oven with 2 burners did much better. So, if you get a large one, get the most wattage you can (preferably over 1400 Watts).
As a later section in this guide show, you can do double sided boards in toaster ovens by propping up the PCB on stilts.
- skillet: If you have a single sided board, a skillet can also be used to reflow solder paste. Try to get one that goes up to at least 450 degrees F. The guys at Sparkfun.com have some great tutorials / blogs about their surface mount soldering experience, and highly recommend using a skillet to reflow (melt the solder paste) their boards. They apparently had trouble dealing with a mix of plastic and large metal connectors in a real oven, but were successful with a skillet. One other advantage of a skillet is that you can easily remove chips with tweezers rather than trying to reach inside an oven.
- solder paste: This consists of tiny solder balls floating in gel-like flux. Once paste is applied to the pads, chips are placed on top, and the board is “reflowed” (paste melted) in a toaster oven or with hot air. Paste can be applied using the syringes shown or with a squeegee and stencil. For stencils, try StencilsUnlimited.com. Paste in syringes can be purchased from ChipQuik, Zephyrtronics, SMTSolderPaste.com and many others. Note that paste in syringes usually has slightly less metal content to help it flow through small needles. Get paste in a jar if you’re using a stencil. The main choice to make is between no-clean or water soluble paste. We recommend no-clean unless you have reason to believe your components are difficult to solder–ie, old and possibly corroded. The residues from water-soluble paste are corrosive, so be sure to clean them with warm water.Be aware that some distributors require 2nd day or faster shipping since paste lifespan decreases outside of refrigeration. If you get a syringe, you’ll likely have to buy a needle and plunger, too. A 22 gauge needle is a good starting place, and you can always lay a thicker bead of paste just by pushing more out.

Some non-essentials that are nice to have:

- : If you want to clean flux residues, use an acid brush with IPA alcohol. Be sure to wipe up the residues with a lint-free wipe (like Kim wipes) and not just move them around on the board.
- Pushing down on the top pumps up a small amount of alcohol into the dish while keeping the rest from evaporating.
- sponge with a hole: A whole in the middle gives you an edge to wipe the iron tip on, and also a place for the used solder to fall into so you’re not trying to clean the tip on older debris.
- temperature indicating crayon: Marks from this permanently change color when it reaches a particular temperature, and is useful if you’re using a toaster oven without any thermocouples to watch the temperature. We had luck just watching for the solder to melt, though. In any case, different parts of the board will reach melting temperatures at different times due to ground planes and large components that suck up heat.
- : An alternative to a sponge, it contains soft metal curls coated in flux that clean the tip without thermally shocking it. This can help to prolong tip life.
- : The smaller version of the popular PanaVise has slots to hold circuit boards, and is much more stable than “helping hands.”
- : This company makes a whole line of prototyping boards for surface mount components, including anything from resistors to fine-pitch QFPs to QFNs to BGAs. It’s a clever product that uses small troughs pre-filled with solder to align the chip. To solder, you simply push the solder up to each pin with a small iron tip.
- fixing mistakes: The conductive ink pen lets you simply draw traces on a board. Another option is to use tiny wire (such as 30 gauge wire wrap wire) to jumper over mistakes or lifted pads. These are called “green wires” because manufacturers initially used green colored wire to blend in with the green PCB.
- : (not shown) A tip tinner / cleaner (which you can still get from RadioShack®!) has a more aggressive flux in it that can help clean stubborn residues off a tip. You can also get a polishing bar to refresh a dirty tip. Polish lightly, though–once the protective outer plating is pierced solder will quickly dissolve the copper inside.
Thank you for the guidance that you have shared with us. I found it quite informative.